「加熱工程がネックとなり、生産性が上がらない...。」とお困りではありませんか?
製造ラインの中でも加熱工程は時間と手間がかかることが多く、課題を抱えているユーザー様が多いですが、どこから改善したら良いかわからないという声をよく耳にします。
そこで本記事では製造ラインの加熱工程が抱える課題をいくつか取り上げて、実際に改善した実例を紹介します。
加熱工程の最適化を検討されている方は必見です。
製造ラインの中でも、製品の加熱は以下のようなネックとなる課題が発生しやすい工程です。
それぞれの課題について詳細を確認していきましょう。
製造ラインの加熱ラインで数多く使われているのが、熱風対流式の加熱炉です。ヒーターによって温めた空気をファンなどで送り込む方式であり、加熱炉に製品を投入できるようになるまで暖気運転が必要となります。暖気運転は短くても30分、長ければ1時間以上掛かることも少なくありません。
加熱炉に投入する製品が変わる場合は、段取り替えのため、一度ヒーターをOFFにする必要があります。再度、加熱炉の雰囲気温度が安定するまで待機しなければならないため、時間のロスが大きく、生産性が上がらない原因の1つです。
QUTヒーターは即昇温するのが最大の特徴であり、加熱炉の暖機運転の時間を最小限に短縮できます。加熱するワークによっては、そもそも暖機運転をせずに、加熱したいときにだけヒーターをONにする制御も可能です。このようにQUTヒーターを加熱工程に採用することで、時間ロスを改善できる可能性があります。
QUTヒーターの詳細は以下の記事をご確認ください。
電気による加熱は消費電力が大きくなる傾向にあり、電力コストが高くなるのが課題です。熱風対流式で定格の消費電力が10kWの加熱設備を例にして考えると、暖機運転時はフル出力で目標温度まで昇温させます。温度が安定してからも、温度を保持するために定格の70~80%の消費電力となるのが一般的です。
QUTヒーターの場合、暖機運転時こそフル出力ですが、目標温度到達後は消費電力が約30%となるため、省エネにつながります。以下は熱風式、セラミックヒーター、QUTヒーターの消費電力を比較した表です。
| 熱風式 | セラミックヒーター | QUTヒーター | |
| 温度が安定するまでの昇温時間 | 約30分 | 約20分 | 約1分 |
| 温度安定後の消費電力 | 約60~70% | 約30% | 約30% |
| 10kWで1時間運転した場合の消費電力量 | 5kW+3kW=8.0kWh | 3.3kW+2kW=5.3kWh | 0.16kW+2.95kW=3.11kWh |
| CO₂排出量(kg-CO₂/kWh) | 3.6 | 2.4 | 1.4 |
仮に3種類とも定格の消費電力が10kWであれば、熱風式とQUTヒーターの消費電力量は倍以上変わってきます。1kWhあたりのCO₂排出量は約0.45kg-CO₂/kWhなので、QUTヒーターは省エネとCO₂の削減の両方に寄与する熱源です。
加熱ラインでは製品の温度ムラが品質の良し悪しに直結します。複雑な形状なワークや異種材料が混在したワークは遠赤外線での加熱では温度ムラになりやすく、やむを得ず熱風式の加熱設備を採用されているユーザー様も多いでしょう。遠赤外線加熱のデメリットについては以下の記事で詳しく解説していますので、ご確認ください。
前述したとおり、熱風式は昇温にかかる時間や消費電力の面でデメリットが多いのが欠点です。熱風加熱と赤外線加熱のハイブリッド式での加熱方式であれば、ワークの温度ムラを最小限に抑えつつ、省エネになる加熱システムを構築できます。
TPR商事では加熱設備の設計を行う際、熱源にこだわらずワークに合わせて最適なご提案が可能です。ハイブリッド式の加熱設備で多数の実績がありますので、お気軽にお問い合わせください。
加熱工程には多くの課題があり、改善策を模索しているユーザー様が数多くいらっしゃいます。
TPR商事で改善を実現した上記2つの事例を簡単に紹介します。
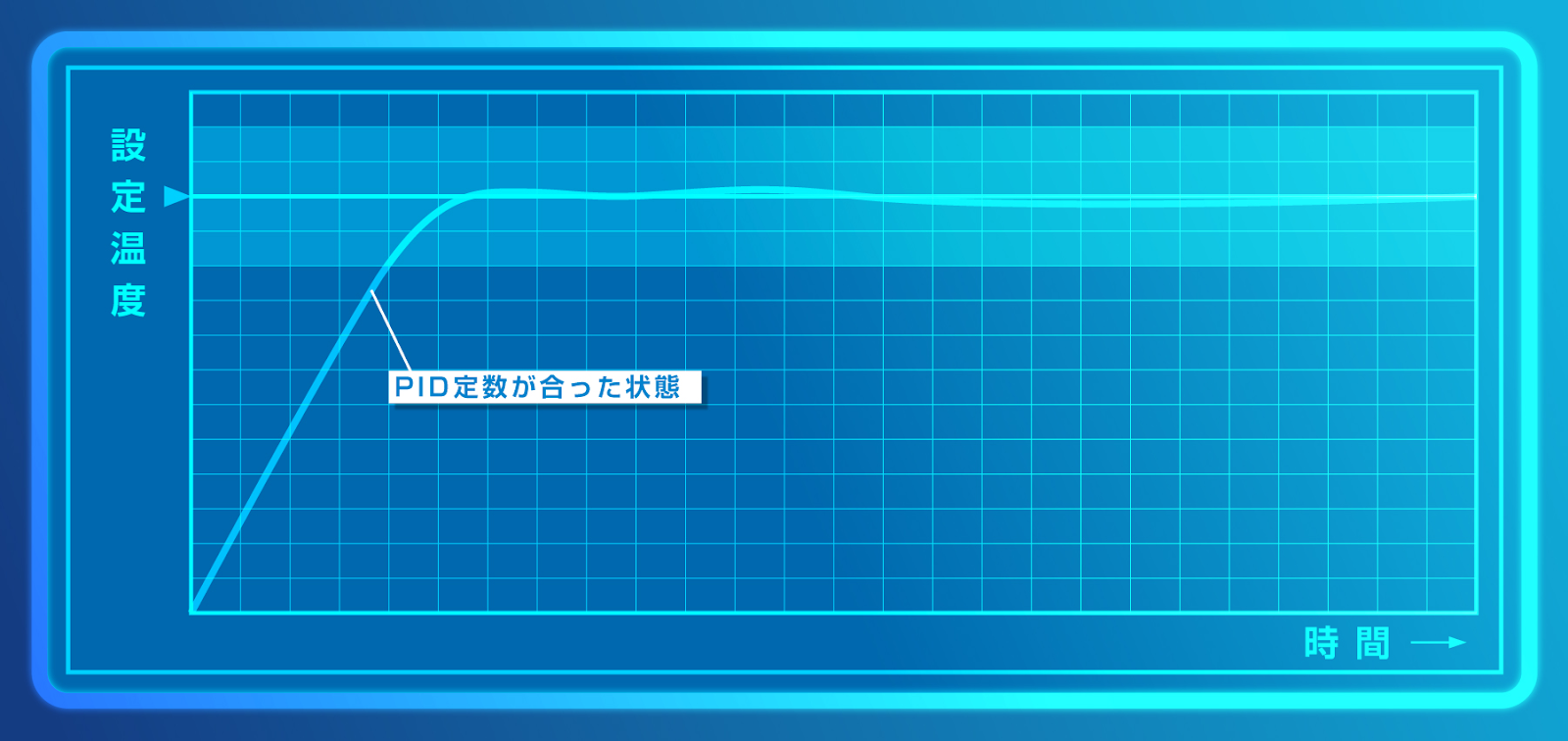
加熱ラインに使用されている熱源は、温度調節器と組み合わせて使用されます。ここで重要となるのがPID制御です。PIDとはP(Proportional:比例)、I(Integral:積分)、D(Derivative:微分)の頭文字をとったものであり、以下の動きによってヒーターの温度調節を行います。
一般的に、PIDの値は温度調節器のオートチューニング機能を使って自動的に算出しますが、加熱用途や設備によっては手動で微調整を行うことで、昇温時間の最適化が可能です。
TPR商事では加熱設備や温度調節弁の温度調整で培った長年の実績と経験があり、お客様のご要望に合わせて最適なPID設定値をご提案します。
PID制御については、以下の記事で詳しい動作を解説していますので、ぜひご覧ください。
加熱工程はヒーターの温度が同じであっても、周囲の温度や排気設備の稼働状況、前工程の状況によって、製品の加熱品質が変わる可能性があります。
加熱設備の条件は一定でも、投入されるワークの温度が異なれば、加熱設備から排出されるワークの温度はバラつくため、歩留まりを向上させるためには、ヒーター温度の都度調整が必要です。
QUTヒーターと非接触センサー(放射温度計)の組み合わせでワーク温度を制御することで、歩留まりを改善できる可能性があります。TPR商事では車載用シートのしわ取りや樹脂成形の予備加熱でこの制御方法を採用しており、数多くの実績がありますので、気になる方はぜひお問い合わせください。
TPRが製造・販売するQUTクイックウルトラサーモシリーズは、遠赤外線のパネルヒーターでありながら、独自の技術で素早い昇温と降温を実現させています。
製品の概要と実際の導入事例を確認していきましょう。
| QUT50 | QUT60 | QUT81 | |
| 定格電圧(V) | 35V | 50V | 50V |
| 消費電力(kW) | 0.60 | 0.69 | 0.59 |
| 電流(A) | 17.1 | 13.8 | 11.8 |
| ケース寸法(mm) | 124×124 | ||
| 質量(g) | 360 | 370 | 250 |
| ケース材質 | セラミック | セラミック | ステンレス |
QUTヒーターは、ニクロム線や鉄クロム線などの発熱体にセラミックを直接溶射することで、クイックレスポンスを実現したヒーターです。上の表のとおり、標準品としてQUT50・60・81の3種類をラインナップしています。
いずれの機種もKタイプの熱電対が搭載された温度センサー付き仕様をご用意しており、温度調節器やSSRなどの制御機器と組み合わせることで、1℃単位で細やかな温度コントロールが可能です。
それぞれの種類の特徴については、以下の記事で詳しく解説していますので、ぜひご覧ください。
QUTヒーターが最も多く使用されているのが、樹脂の真空成型機の予備加熱用途です。真空成形は自動車部品の樹脂成型ラインで活用されており、ダッシュボード、トランクの内装、ホイールハウスなど様々な部品が製造されています。
従来はセラミックヒーターを予備加熱の熱源としている真空成形機が主流でした。セラミックヒーターの場合、樹脂を加熱しない待機時間中でも通電してヒーターを保温しておく必要があり、電力コストとCO₂削減など課題を抱えるユーザー様は多いでしょう。
セラミックヒーターからQUTヒーターに置き換えることで、待機時間中はヒーターをOFFにして、必要な時にだけヒーターをONにする制御が可能となります。またQUTヒーターは昇温が非常に速いため、段取り替えをした後でもすぐに生産が可能です。
暖機運転時間の短縮と待機時間中のヒーターOFFによって、従来のセラミックヒーターから約30%も消費電力を削減できた事例もあります。
本記事で解説したとおり、製造ラインの加熱工程には課題が多く潜んでおり、熱源や制御方法を見直すことで最適化を実現できる可能性が高まります。
まずは上記の項目をチェックして、自社の加熱工程における課題を整理することが大切です。
TPR商事ではQUTクイックウルトラサーモシリーズをご用意して、熱源の最適化をサポートしております。ヒーターだけではなく加熱設備の製造ノウハウも有しており、お客様に合わせて最適な方法をご提案しますので、ぜひお気軽に以下よりお問い合わせください。