「リフローを成功させるポイントを知りたい!」とお考えではありませんか?
本記事では電子部品の製造に欠かせないリフローについて、概要から工程の仕組み、温度プロファイルの考え方など幅広く解説しています。
リフローを成功させるポイントを知りたい方は必見です。
リフローとは、電子部品を基板にはんだ付けする際に用いられる技術です。クリームはんだを塗布した基板に部品を搭載し、加熱することでクリームはんだを溶かして、部品と基板を電気的・機械的に接合します。
リフローの主な目的は、高品質で信頼性の高いはんだ接合を効率的に実現することです。表面実装技術(SMT)においては不可欠なプロセスであり、小型化・高密度化が進む電子機器の製造において重要な役割を担っています。
リフローは、電子回路基板製造におけるはんだ付けの主要工程です。部品を基板に固定し、電気的に接続させることで、回路が正常に機能するようになります。
リフローは、製品の品質、信頼性、最終的な性能に直接影響を与える工程です。適切な温度管理とプロファイル設計により、はんだの濡れ性、接合強度、部品への熱ストレスを最適化し、不良発生を最小限に抑える必要があります。
はんだ付け方法には、リフローの他にフローや手はんだがあります。
フローはリード部品(挿入部品)の基板裏面を溶融はんだ槽にくぐらせることで、はんだ付けする方法です。一方、手はんだは、はんだごてを用いて手作業ではんだ付けを行う方法で、試作や修正、少量生産に適しています。
リフローは、クリームはんだと熱風や赤外線を用いて、表面実装部品(SMD)を効率的に大量生産するのに最適です。それぞれの方法は部品の種類や生産量、コストなどに応じて使い分けられます。
リフロー工程は、一般的に以下4つのゾーンに分けられます。
各ゾーンで適切な温度管理を行うことが、リフローには不可欠です。それぞれの工程について確認しておきましょう。
プリヒートゾーンでは、基板と部品を室温から徐々に予備加熱します。基板全体を均一に温め、はんだペースト中の溶剤を揮発させることが目的です。
急激な温度上昇は、部品や基板に熱ストレスを与え、はんだペーストの飛散を引き起こす可能性があるため、緩やかに昇温させる必要があります。プリヒートゾーンでは、はんだペーストの活性化も始まります。
プリヒートで温められた基板と部品を一定の温度範囲で保持するのがソークゾーンです。
ソークゾーンでは、はんだペースト中のフラックスを活性化させ、はんだ付け表面の酸化膜を除去します。基板と部品の温度を均一化し、次のリフローゾーンでの急激な温度変化を防ぐのが役割です。
適切なソーク時間は、はんだの濡れ性を向上させ、ボイド(はんだ内部の空洞)の発生を抑制します。
リフローゾーンは、はんだペーストが溶融し、部品と基板が接合される最も重要な工程です。はんだの融点を超える温度まで急速に加熱し、溶融したはんだが部品のリードや電極と基板のランドをしっかりと接合させます。
ピーク温度とピーク時間は、はんだの濡れ性と接合強度に大きく影響するため、はんだの種類や部品の耐熱性に応じて慎重に設定することが大切です。過度な加熱は、部品の損傷や基板の反り、はんだの酸化を引き起こす可能性があります。
リフローゾーンで溶融したはんだを急速に冷却し、固化させるのがクーリングゾーンです。
急速な冷却は、はんだの結晶構造を微細化し、はんだ接合部の強度を高める効果があります。はんだが固化する過程で部品がずれるのを防ぎ、はんだブリッジ(隣接するランド間のはんだの短絡)の発生を抑制するのが役割です。
冷却速度が遅すぎると、はんだの結晶が粗大化し、接合強度が低下する可能性があります。
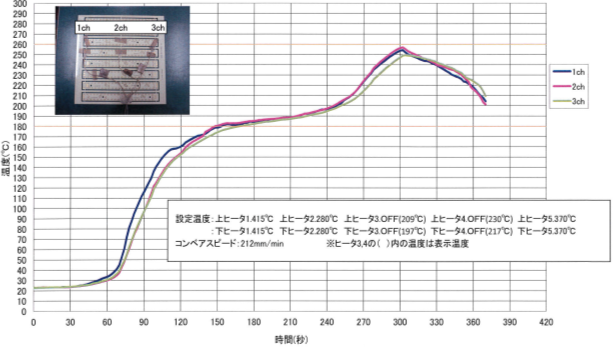
温度プロファイルとは、リフロー炉内を通過する基板の温度変化を時間軸で示したグラフのことです。
ここからは上記2点について解説します。
適切な温度管理を行うためには、以下のポイントを確認することが大切です。
プリヒート、ソーク、リフロー(ピーク)、クーリングの各ゾーンにおける温度と時間を最適に設定することが、高品質なはんだ付けを実現するための鍵です。はんだペーストの種類、部品の熱容量、基板の材質などによって最適なプロファイルは異なります。
ワークに熱電対などのセンサーを設置して、実際に基板上の複数箇所で温度を測定し、プロファイルが適切かどうかは必ず確認しましょう。
リフローの工程では、以下2種類の不良が発生する恐れがあります。
これらの不良を防ぐためには、適切なピーク温度と冷却速度を設定し、ソーク時間と温度、緩やかなプリヒートを行う必要があります。
リフロー炉には、加熱方式やサイズによって様々な種類があります。
上記2点を確認しておきましょう。
熱風方式は、熱風を炉内に循環させて基板を加熱する方法で、温度分布の均一性に優れ、熱容量の大きな基板や部品にも対応しやすいのが特徴です。リフロー炉の多くはこの方式を採用しています。
一方の遠赤外線方式は、遠赤外線ヒーターの照射によって、基板を加熱する方法です。立ち上がりが早く、省エネルギー性に優れる場合があります。ただし、部品の影になる部分が温まりにくいなど、熱分布の均一性には注意が必要です。
卓上型リフロー炉は小型で設置面積が小さく、少量の試作や研究開発、小規模生産に適しています。導入コストも比較的抑えられるのが特徴です。
一方の大型リフロー炉は、大量生産ライン向けで、多段の加熱ゾーンを持ち、複雑な温度プロファイルに対応できます。生産能力が高く、安定した品質での生産が可能です。
用途や生産規模に応じて最適な炉を選ぶようにしましょう。
リフロー工程は、最適な温度プロファイルの設定と再現が重要となります。ブリッジやボイドなどの不具合を防ぐためにも、事前に温度プロファイルの検証を徹底的に行いましょう。
TPR商事では、小規模な生産ラインや研究開発、教育機関などで有効である卓上リフロー炉を取り扱っております。省スペースで導入しやすく、必要な温度プロファイルを設定・調整できるため、様々な条件での実験や試作に柔軟に対応可能です。
導入前の加熱テストによる温度プロファイル測定にも対応していますので、気になる方はぜひ以下よりお問い合わせください。